
Microscopic Analysis
Microscopic Analysis
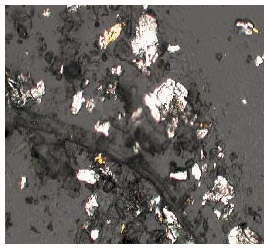
Microscopic Analysis opens a complete new world in used oil condition monitoring. It allows us to look inside the equipment and see what is going on.
From the microscope, we are able to get a full picture of –
- The type of contamination which is effecting your machine’s health
- The concentration of wear particles within the machine
- The type of wear which is being generated
- How the condition of the oil is being maintained
- Is the correct oil being used for the application
- he condition of the oil in use
- Collect a visual image to store results for later comparison purposes.
We are no longer relying on machines to select and tell us only what ‘they want’, as is the case with the commonly used spectrometer.
Microscopic analysis is generally accepted as the most effective method of wear debris analysis as it allows us to see what type of particles are being generated in the oil, accurately count the particle numbers, size group them and examine their morphology from which we can assess the oil’s performance.
Our experienced operators can tell from what they see, what needs to be done to improve the operating conditions within the machine.
The down side with an optical microscope, is that we do not have any way, other than colour, to try to determine the composition of the particles without going to an expensive Scanning Electron Microscope. Hence, in conjunction with the optical microscope, we use an ICP Spectrometer to help with identifying particle compositions. (See next section).
Our microscopic examination involves counting the particles, then size grouping them into 3 classes: – 0 to 10um, 10 to 20um and greater than 20um. Particle count and size grouping provides the basis for our wear trending.
We then determine the type of particle and sort them into their categories; it tells us a lot about your oil performance.
Rubbing Wear which is a normal wear type, caused by the asperities being torn off the surface under load. They are a normal wear particle unless they are visible in very high numbers where they indicate potential failure.
Cutting Wear is generated when two surfaces come into contact (a barrier condition) and one surface gouges the other, giving rise to a gouged cutting particle. Alternatively a foreign body between the two surfaces can gouge giving rise to a three bodied cutting particle. Cutting particles are easily identifiable by their shape like a scoop of ice cream, lathe swarf or needle like slithers. They can indicate oil viscosity is too low for the operating conditions hence we need to look at oil type in use.
Laminar Wear. A large surfaced but very thin particle, which has literally laminated from the component surface, and usually indicates surface on rolling elements is failing.
Fatigue Wear is caused by the continual flexing of the load zone which eventually, due to fatigue cracking, causes a particle to be generated. The result is seen as common pitting of the surface.
Spheres are caused when two components enter into a barrier condition and when molten metal is generated under very severe load conditions and as the metal is carried off in the oil, the metal solidifies on cooling resulting in the formation of a sphere due to the equal pressures. They are a very bad sign in any oil sample and usually indicate oil film failure. In some cases, they can also indicate the presence of electric currents such as eddy currents and are very common in large motor bearings or hotter tropical environments.

Dark Oxides are commonly known as sludging and when at high levels, mean the oil is spent. They are helpful in determining the useful life of the oil. High numbers of dark oxides will usually cause an increase in viscosity and means the dispersant additive in the oil is spent. They are also a good indicator of severe operating conditions in an engine.
Particle Contamination. A good indicator of the dust ingression and the operational cleanliness of the compartment. Site dust contamination in coal or copper mines are readily visible as dirt particles.
Soot particle concentration and size are monitored visually. Soot particle size allows us to monitor the condition of the combustion chamber – if they start to increase, expect to see an increase in wear as soot has similar abrasive properties as does dust.
The microscope also allows us to visually assess the condition of the oil and whether it is in a suitable condition to continue operating, be cleaned or discarded.
IF WE REDUCE CONTAMINATION AND WEAR, THE AVAILABILITY, THE LIFE OF THE MACHINE AND OIL LIFE WILL ALL BE EXTENDED